- Announcements
- BBQ and Food
- Cars
- Computing
- Cool Stuff
- Current Events
- Electric Vehicles
- Electronics
- Energy
- Flashahaulism
- Funny
- Government
- Hints and Tips
- History
- HVAC
- Induction heating
- Internet
- Lighting
- Misc
- Neon and other lighting
- Nuclear
- Personal
- Pets
- Philosophy
- Photography
- Power Generation
- Product Reviews
- Projects
- Q and A
- RV/Camping
- Science
- Tellico
Categories
Blogroll
 Print This Post
Print This Post
Using the Induction Heater – Solderng
PermaLinkIn my last installment I briefly mentioned that soldering copper is difficult with induction heat. That is true unless one uses a flux concentrator. Well lo and behold we had a kit customer who was interested in heating small parts which also requires a flux concentrator so I took some time out to experiment.
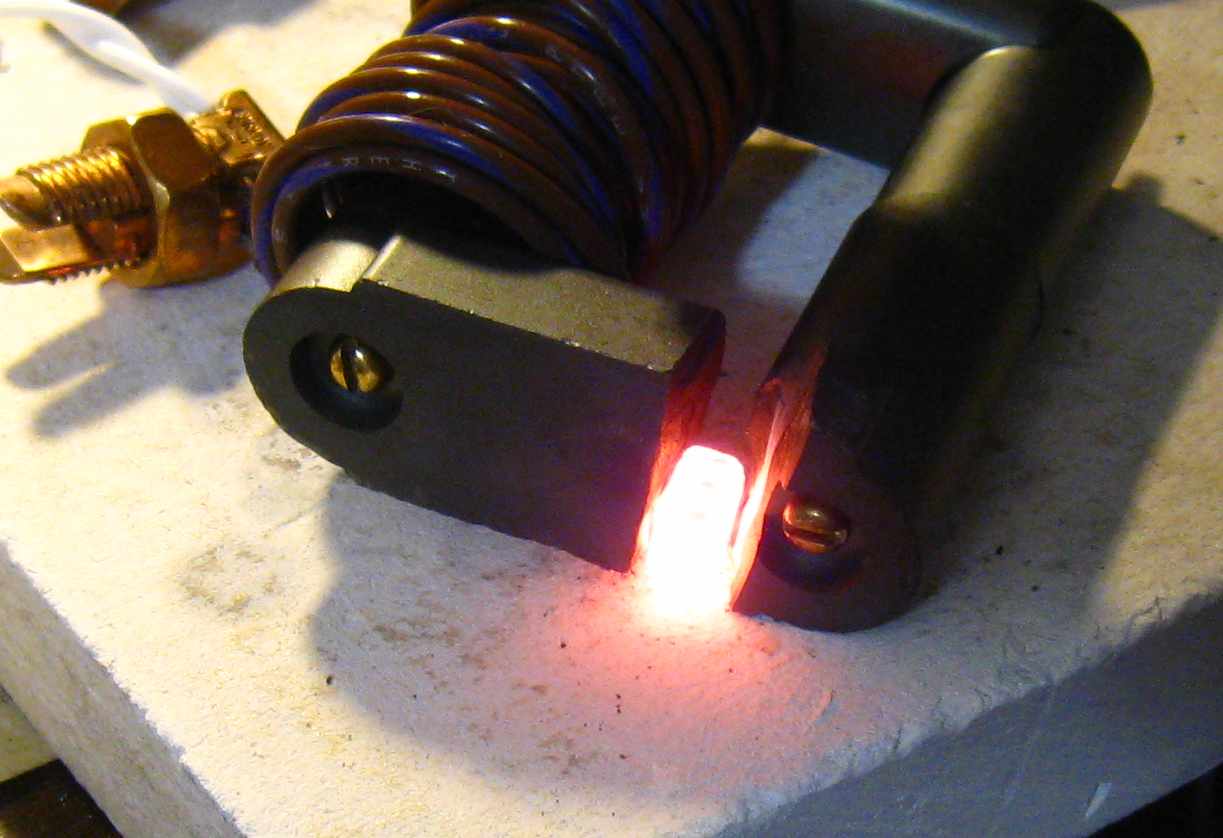
A flux concentrator is simply something that is magnetic and suitable for the operating frequency that concentrates the magnetic flux into a specific area. Pictured above is a simple concentrator that I made using a broken transformer core. This is attached to the output of a Roy heater. The white-hot object is a 1/4-20 steel nut. I melted the nut right after this photo was taken!
The flux concentrator can concentrate the magnetic flux into a very small area which is what is needed for heating highly conductive metals such as copper and brass.

Above is a photo of a brass bolt that has been melted by the flux in the gap. The bolt has been repulsed by the high magnetic field and was physically moved out of the gap before I could take the photo. Power in this photo is about 500 watts.
Here is a photo of a heavy duty crimp-type butt splice in the gap. With about 500 watts input to the heater, this splice is heated from room temperature to soldering temperature in about 15 seconds.
Other things to note in the photo include the Litz wire used to wind the work coil. This wire, which is made up of hundreds to thousands of individual strands Has much less resistance to RF current than conventional wire because of the skin effect. Current flows on the surface of hundreds of little wires instead of one big one. This wire is available from Fluxeon®.

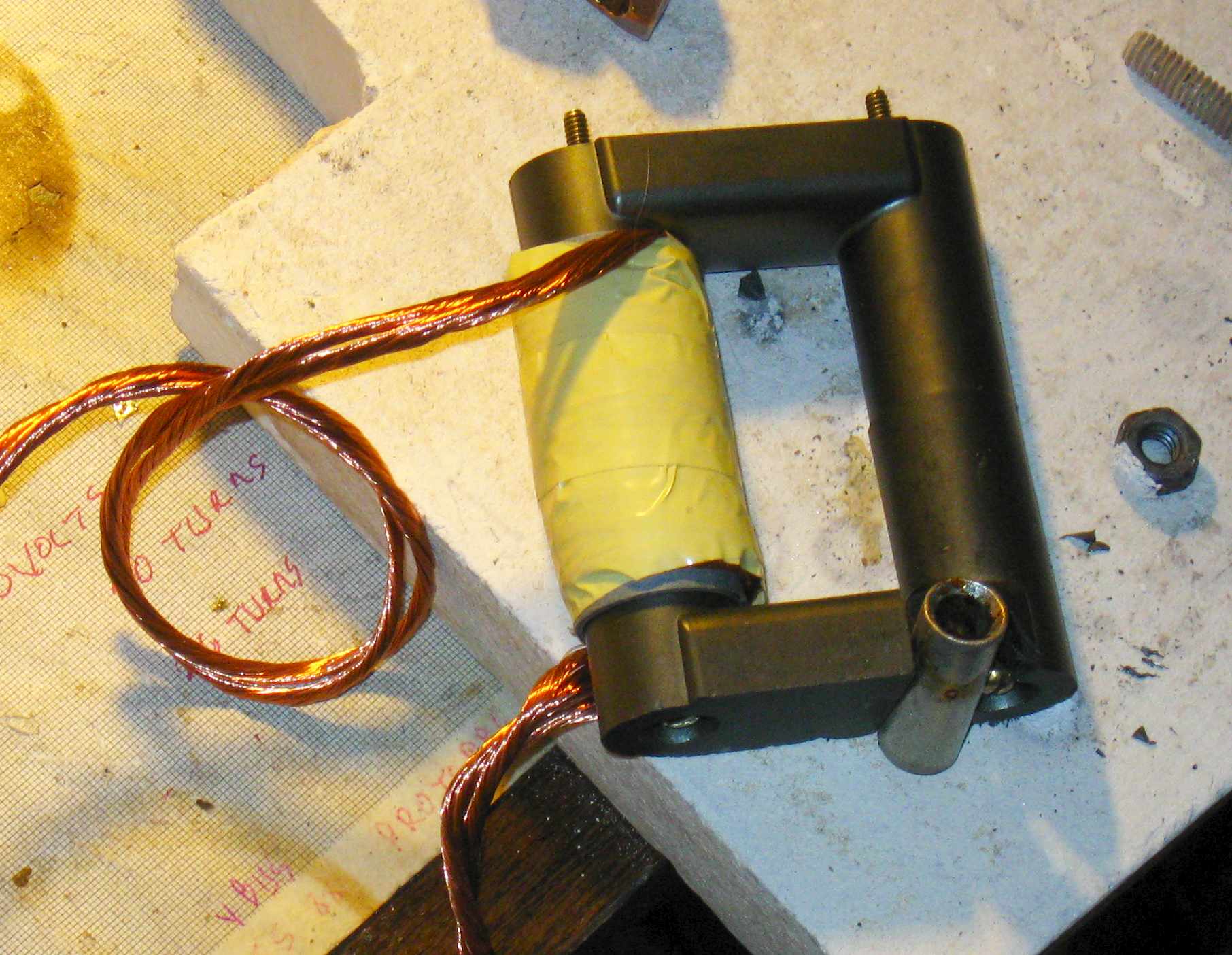
Here is another shot of the flux concentrator. The gap has been opened up so that I can fit a 3/8″ copper coupling in the gap to demonstrate copper sweating.

Here is the soldering operation being conducted.

And the finished product. Note the complete lack of staining or other evidence of heat. Also note the almost perfect little bead of solder. Notice that the copper tubing is in contact with the plastic tape holder (the tan object in the background) but the copper isn’t hot enough to melt the plastic. That’s how fast induction heating can be.

The kicker: From room temperature to soldering in 7 seconds! That’s with about 700 watts input to the heater. Probably half that makes it to the work.
While Fluxeon® does not (yet) offer a soldering heater, you can easily make one from the kit that we offer. When you order a version 2.21 kit, be sure to note that you want to do copper soldering. You will be supplied with a different output transformer. This transformer has 20 turns of Litz wire on the secondary instead of the 2.5 turns of welding cable used on the general purpose heater. You may also buy more litz wire and ferrite cores for the flux concentrator. Contact me or Garett, gc@fluxeon.com for more info.
Posted by neonjohn on November 12th, 2010 under Cool Stuff, Induction heating
February 26th, 2012 at 10:58 am
this is what i want but bigger, and capable of melting a 1inch diameter by 1 inch length solid rod
February 26th, 2012 at 12:45 pm
Patience, my friend. We’re working on it. And when it’s done it’ll be affordable.
John
October 8th, 2014 at 12:42 pm
This is very interesting. Could you please give more details ? As in the number of turn on the ferrite and other advices… Cheers.
October 8th, 2014 at 1:45 pm
Hello Cedric,
We’ve greatly refined the flux concentrator since I wrote that article. Fluxeon now sells a dedicated soldering station that is also capable of brazing small items. We’ve just introduced a 2500 watt unit so brazing should be possible for larger objects.
Stay tuned. My next blog post will be an update to the flux concentrator, showing what we sell and how to DIY.
John
November 22nd, 2014 at 9:31 pm
I just purchased a ferrite core and Litz wire to make a flux .
I want to place a rifle cartridge case into the flux concentrator gap and heat the neck region only to about 600 deg F in seconds to anneal it. I shoot long range bench rest, and we re-load cases many times and need to re-anneal them.
Can you give me some hints on power levels and geometry to do this?
Thanks,
Norm
November 22nd, 2014 at 9:47 pm
Hi Norm,
I’m an ex-competitive shooter (eyes went) so I know what you want. In fact we sell an annealer called the Annie. It includes the gapped ferrite flux concentrator, a low powered Roy (around 600 watts, I think), a built-in timer and a foot switch.
We had to turn the power down because the annealer was too fast to achieve uniformity. The power level is set to run a cycle in about 2.5 seconds on a .308 brass.
I designed the heater but my partner Garett Churchill refined the geometry and power levels. If you’ll drop him a note at gc@fluxeon.com, he’ll help you out.
I think that you’ll find that buying an Annie is cheaper than trying to put all the pieces together yourself.
Our website is woefully out of date. We just hired a web guy to update it and keep it up to date. The Annie and its specs will appear shortly.
Thanks,
John
November 25th, 2014 at 5:30 pm
John,
I didn’t pay attention to your comment about the Annie and its specs not being on the web site yet. Could you tell me the price and pertainant details?
Thanks
Norm
January 25th, 2016 at 11:02 am
what type of transformer did you get that core from?
January 25th, 2016 at 12:10 pm
We have them made in China. They’re for sale from Fluxeon and soon from us (tnduction.com), the company that just split off from Fluxeon. They’re called UY cores, formula 40 I think. Amadon associates might have them here in the US but they’ll be expensive.
John
May 31st, 2017 at 3:38 am
Thank you for sharing such a useful and helpful tips for the community. Keep it up!